苏州销售注塑模具价格,塑料加工注塑模具PS灯罩
-
¥8000.00
及时发货
交易保障
卖家承担邮费
影响熔体填充压力的因素很多,概括起来有3类:⑴材料因素,如塑料的类型、粘度等;⑵结构性因素,如浇注系统的类型、数目和位置,模具的型腔形状以及制品的厚度等;⑶成型的工艺要素。
这里所说的注塑时间是指塑料熔体充满型腔所需要的时间,不包括模具开、合等辅助时间。尽管注塑时间很短,对于成型周期的影响也很小,但是注塑时间的调整对于浇口、流道和型腔的压力控制有着很大作用。合理的注塑时间有助于熔体理想填充,而且对于提高制品的表面质量以及减小尺寸公差有着非常重要的意义。
注塑温度是影响注塑压力的重要因素。注塑机料筒有5~6个加热段,每种原料都有其合适的加工温度(详细的加工温度可以参阅材料供应商提供的数据)。注塑温度控制在一定的范围内。温度太低,熔料塑化不良,影响成型件的质量,增加工艺难度;温度太高,原料容易分解。在实际的注塑成型过程中,注塑温度往往比料筒温度高,高出的数值与注塑速率和材料的性能有关,高可达30℃。这是由于熔料通过注料口时受到剪切而产生很高的热量造成的。在作模流分析时可以通过两种方式来补偿这种差值,一种是设法测量熔料对空注塑时的温度,另一种是建模时将射嘴也包含进去。
注塑成型加工过程中所用的塑料原料多种多样,模具设计的种类和形式也是五花八门,另外,操作工人对于特定注塑机的熟悉程度以及工人之间的操作技能,实践经验的差异也各不相同,同时,客观环境(如环境温度、湿度、空气洁净程度)也会随着季节变化而不同,这些客观和主观条件共同决定了注塑成型制品缺陷的产生。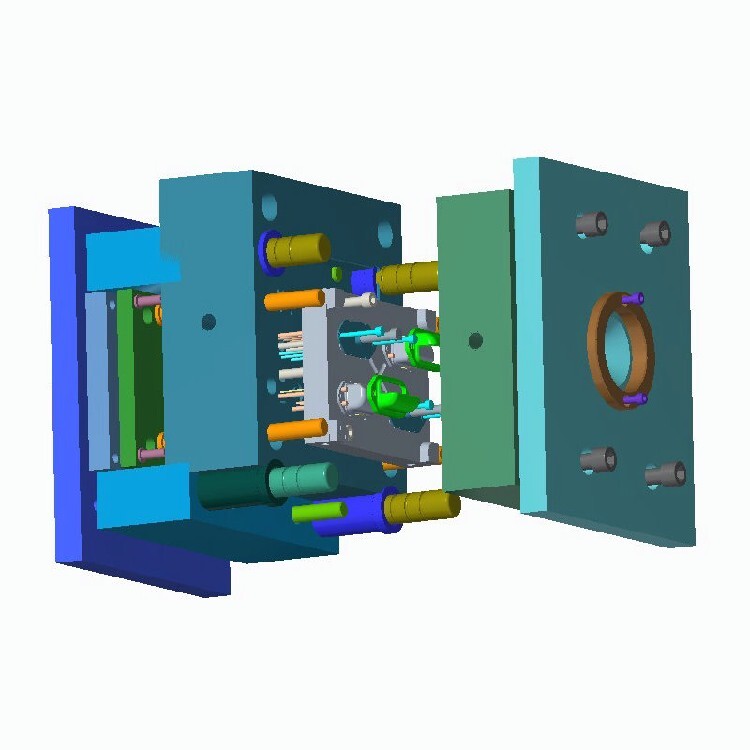
模具(mú jù),工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。 简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。素有“工业之母”的称号。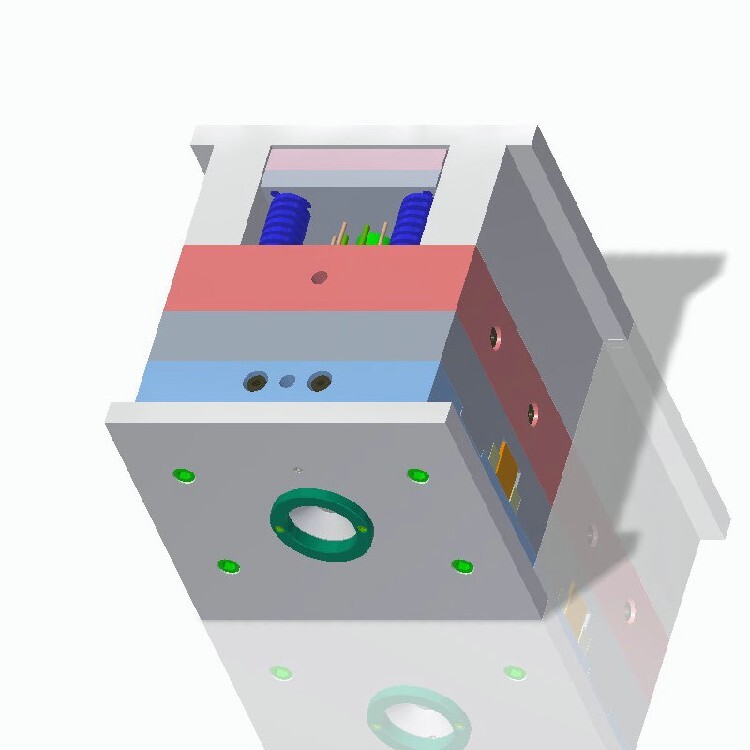
模具材料重要的因素是热强度和热稳定性,常用料模具材料:工作温度 成形材料 模具材料 <300℃锌合金Cr12、Cr12MoV、S-136、SLD、NAK80、GCr15、T8、T10。 300~500℃铝合金、铜合金 5CrMnMo、3Cr2W8、9CrSi、W18Cr4V、5CrNiMo、W6Mo5Cr4V2、M2。 500~800℃ 铝合金、铜合金、钢钛 GH130、GH33、GH37。 800~1000℃ 钛合金、钢、不锈钢、镍合金 K3、K5、K17、K19、GH99、IN100、ЖC-6NX88、MAR-M200、TRW-NASA、WA。 >1000℃ 镍合金 铜基合金模具、硬质合金模具。