马鞍山PPH管图片
-
¥44.00
及时发货
交易保障
卖家承担邮费
软管长度不应小于200,密封性应适当。进风口和出风口应预制在风管上。打开时,如果产品末端的装置打开,接口应关闭。PPH管材输送含水量高的凝析油或天然气时,水平管道应设置坡度,并在低点与排水管连接。安装时,底部不得有纵向接缝,有接缝的底部应悬挂密封处理。当水平风管高度大于4m时,设备人员应系好防护带。产品不能露天存放,在紫外线下容易加速老化。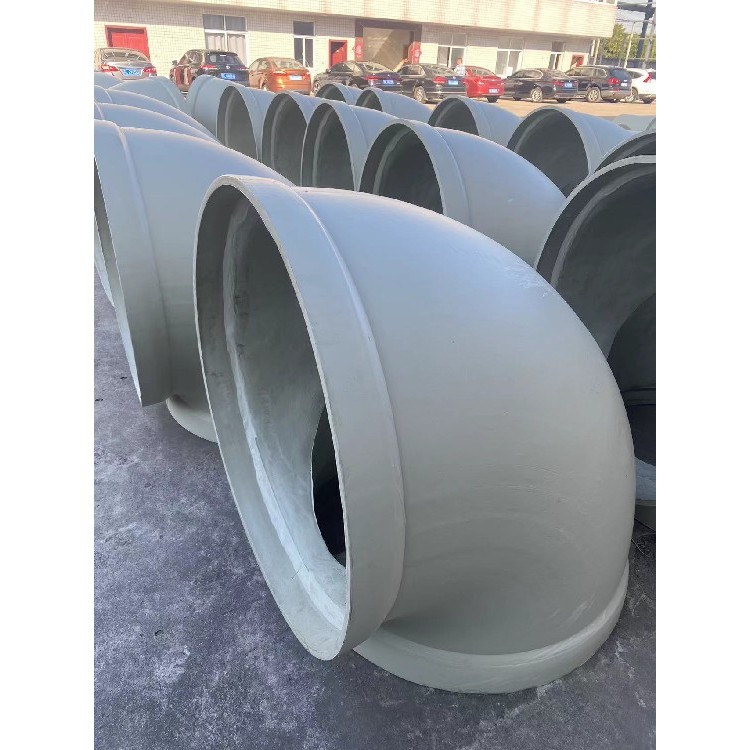
PPH管件热熔焊接主要分下料、预热、对口、加热、熔接、冷却和检查共计7个步骤。下面具体介绍一下对口的步骤。
1、选择适当的模具,用扳手将熔接管段固定在操作平台上。
注意:固定时要将夹具两端紧固螺丝逐次旋紧,避免管段不水平;当两管段在液压操作杆退后到较大时的间距不得小于电动切削机的厚度;各管段焊接面应夹具40~50mm管段较长时,要注意整体水平。
2、液压操作杆推进到较大,将两管段对口。目测PPH管件焊接面的错口,对于下半面则用手触摸,要使两个接缝水平。达不到要求时,则通过调节两端紧固螺丝以使焊缝无错口,达到水平。
3、目测两焊接面接缝,要达到接缝无明显缺口;如有,则用电动切削机磨口。将切削机置于操作架上,启动切削机,再由另一人操纵液压推进杆,将管段以设定压力抵住切削机;目测焊接面切削,直到焊接面平齐为止。退后液压夹具,取出切削机,放回工具放置架。
注意:退后液压夹具后,不要急于将切削机停下,让切削机转几圈后再取出。可以使焊接面更平整,避免出现断面。
4、清洁PPH管件焊接面。
依据实践经验,关于PPH管道厚度在1mm左右的坯料,选用手工操作旋轮较为好;关于厚度较大的坯料,适宜在液压传动的旋压机上进行成形。
在此还应指出,旋轮缩口时若变形程度不大,则可在一道工序中成形。当变形程度过大时,不只增加了起皱的趋势,并且使PPH管道加工硬化严峻,致使变形抗力剧增,因而,需经过几道工序才干缩口成形。