唐山供应晶圆扶梯晶圆读号器
-
面议
及时发货
交易保障
卖家承担邮费
通过设置设备箱体、卡匣定位结构、检测机构和推料机构,使得在晶圆片传送时能够通过卡匣定位结构对卡匣进行定位,然后再通过检测机构检测卡匣内晶圆片的位置,避免晶圆片错位,后通过推料机构实现卡匣的传送,整个传送过程简单、易操作,实现自动化传片,且能够对晶圆片进行检测避免晶圆片错位造成传片损坏。
晶圆经过前道工席后芯片制备完成,还需要经过切割使晶圆上的芯片分离下来,后进行封装。不同厚度晶圆选择的晶圆切割工艺也不同:
厚度100um以上的晶圆一般使用刀片切割;
厚度不到100um的晶圆一般使用激光切割,激光切割可以减少剥落和裂纹的问题,但是在100um以上时,生产效率将大大降低;
厚度不到30um的晶圆则使用等离子切割,等离子切割速度快,不会对晶圆表面造成损伤,从而提高良率,但是其工艺过程更为复杂。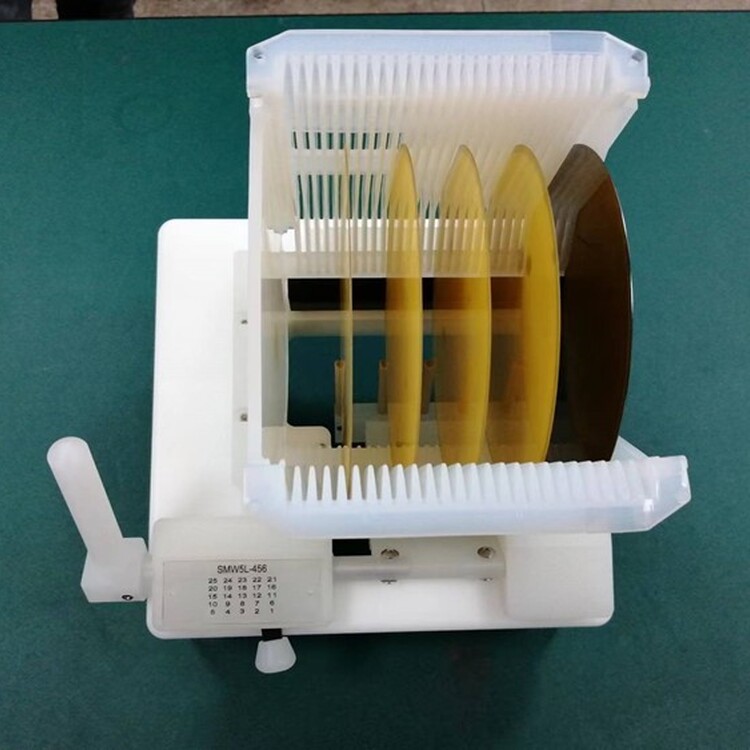
为了保护晶圆在切割过程中免受外部损伤,事先会在晶圆上贴敷胶膜,以便更安全的“切单”。“背面减薄”过程中,胶膜会贴在晶圆的正面。但与此相反,在“刀片”切割中,胶膜要贴在晶圆的背面。而在共晶贴片,把分离的芯片固定在PCB或定架上过程中,贴会背面的这一胶膜会自动脱落。切割时由于摩擦很大,所以要从各个方向连续喷洒DI水(去离子水)。而且,叶轮要附有金刚石颗粒,这样才可以更好地切片。此时,切口(刀片厚度:凹槽的宽度)均匀,不得超过划片槽的宽度。
很长一段时间,锯切一直是被广泛使用的传统的切割方法,其大的优点就是可以在短时间内切割大量的晶圆。然而,如果切片速度大幅提高,小芯片边缘剥落的可能性就会变大。因此,应将叶轮的旋转次数控制在每分钟30000次左右。
刀痕,自动校准基准线位置,防止崩边过大及切片造成良率的损失。能进行测高并同步切割作业时对切割刀刃进行实时检测。清洗部位配备水汽二流体清洗装置,能对加工物进行清洗。半自动划片机LX3356机台可作业8时wafer,含自动光学补偿、聚焦及自特征点功能,配有高低倍两种镜头,可用于切割道宽度测量、基准线补偿调整等。可自动检测切割刀痕,自动校准基准线位置,防止崩边过大及切片造成良率的损失。能进行测高并同步切割作业时对切割刀刃进行实时检测。
顶面碎片,它发生晶圆的顶面,变成一个合格率问题,当切片接近芯片的有源区域时,主要依靠刀片磨砂粒度、冷却剂流量和进给速度。
背面碎片发生在晶圆的底面,当大的、不规则微小裂纹从切割的底面扩散开并汇合到一起的时候。当这些微小裂纹足够长而引起不可接受的大颗粒从切口除掉的时候,BSC变成一个合格率问题。如果背面碎片的尺寸在10um以下,忽略不计。另一方面,当尺寸大于25um时,可以看作是潜在的受损。可是,50um的平均大小可以接受,示晶圆的厚度而定。
以稳定的扭矩运转的系统要求进给率、心轴速度和冷却剂流量的稳定。冷却剂在刀片上施加阻力,它造成扭力。新一代的切片系统通过控制冷却剂流量来保持稳定的流速和阻力,从而保持冷却剂扭矩影响稳定。当切片机有稳定的冷却剂流量和所有其它参数都受控制时,维持一个稳定的扭矩。如果记录,从稳定扭矩的任何偏离都是由于不受控的因素。这些包括由于喷嘴堵塞的冷却剂流量变化、喷嘴调整的变化、刀片对刀片的变化、刀片情况和操作员错误。
通常来说,对于小芯片减薄划片时使用UV膜,对于大芯片减薄划片时使用蓝膜,因为,UV膜的粘性可以使用紫外线的照射时间和强度来控制,防止芯片在抓取的过程中漏抓或者抓崩。若芯片在减薄划切实之后,直接上倒封装标签生产线,那么好使用UV膜,因为倒封装生产线的芯片一般比较小,而且设备的顶针在蓝膜底部将芯片顶起。如果使用较大粘性剥离度的蓝膜,可能使得顶针在顶起芯片的过程中将芯片顶碎。
晶圆倒片机是用来调整集成电路产线上晶圆生产材料序列位置的一款设备,它的任务是将产线上的晶圆通过制程需要进行分批、合并、翻转后进行下一道程序,这就要求晶圆倒片机拥有的传送效率和洁净程度。通俗来讲,更方便制造芯片,并且能够在高度环境要求下制造更好的芯片。